
Why Edgeless Paddle Design Needs More QC Discipline Than It Looks
Why clean edgeless paddle design raises the QC burden for perimeter integrity, CNC accuracy, finish consistency, packaging, and repeat orders.
Edgeless pickleball paddles look simple.
That simplicity is the attraction. Without a traditional edge guard, the paddle can present a cleaner outline, a more integrated surface, and a distinctive premium appearance. For a private-label brand, it can create an immediately recognizable SKU without relying on another surface-material claim.
But the clean appearance can hide a harder manufacturing truth:
When the separate edge guard disappears, the perimeter itself becomes part of the product promise.
There is less visual separation between the face, the sidewall, and the finished edge. CNC accuracy is easier to see. Surface transitions are easier to compare. Small chips, uneven coating, asymmetry, glue marks, exposed layers, and handling damage have fewer places to hide.
This does not mean edgeless construction is automatically fragile or inferior. It means the design moves more responsibility onto molding, trimming, perimeter reinforcement, finishing, inspection, and packaging.
For OEM and private-label buyers, that changes the sourcing question. Do not ask only, “Can you make an edgeless paddle?” Ask, “How will the approved edge profile be reproduced across the order?”
That is the QC discipline the design requires.
The Common Mistake: Treating Edgeless as a Styling Option
Table of Contents
Many sourcing briefs describe edgeless construction in the same way they describe a color, logo position, or grip choice. It appears as one line in a specification sheet:
- Carbon fiber face.
- 16mm core.
- Thermoformed construction.
- Edgeless profile.
- Custom artwork.
The list is useful, but it makes every line look equally independent. In production, they are not.
The edge profile is where several decisions meet:
- Face-sheet alignment.
- Core and perimeter structure.
- Molding temperature, pressure, and time.
- Final paddle shape.
- CNC or trimming accuracy.
- Surface and sidewall finishing.
- Artwork clearance near the perimeter.
- Handling and transport protection.
An edge guard is a separate component that can protect the paddle perimeter and create a defined visual border. An edgeless design asks the molded and finished structure to carry that visual responsibility itself.
The result may look simpler. The process control is not.
What Removing the Edge Guard Changes
The key difference is not that every edgeless paddle will fail at the edge. The difference is that the perimeter becomes more exposed as both a functional area and an appearance standard.

| QC Area | Paddle With a Separate Edge Guard | Edgeless Paddle |
|---|---|---|
| Perimeter appearance | Guard fit, joint, color, and adhesion are visible checkpoints | The molded edge, face transition, coating, and contour are directly visible |
| Dimensional impression | The guard creates a defined outer border | Small contour or symmetry differences can be easier to notice |
| Surface-to-edge transition | Partly separated by the guard | Must look intentional and consistent around the full perimeter |
| Handling protection | The guard provides a separate protective layer | Protection depends more on the edge structure, finish, and packaging plan |
| Rework logic | A misfitted or poorly bonded guard may sometimes be removed and refitted before final acceptance | CNC chipping, exposed laminate, delamination, or sanding damage may be non-reworkable; affected units may have to be downgraded or scrapped |
| Buyer approval | Guard material, fit, color, and joint need approval | Perimeter profile, finish, strength direction, artwork clearance, and cosmetic standard need approval |
The practical implication is straightforward: an edgeless paddle needs a more specific edge standard, not a shorter specification sheet.
The commercial implication matters too. When a defect is discovered only after CNC cutting or perimeter finishing, the factory has already invested material, molding time, machining, labor, and production capacity in that unit. If the defect cannot be repaired without changing the approved contour or exposing more laminate, scrap becomes the safer disposition. A rising scrap rate can then affect yield, delivery planning, and unit economics. That is why serious edgeless QC is pushed upstream into layup, molding, and trimming control rather than treated as a final cosmetic sorting exercise.
QC Starts Before the Paddle Reaches Final Inspection
Final inspection can catch defects. It cannot create process stability after the fact.
For an edgeless pickleball paddle, the most important controls begin before trimming and finishing. Surface material must be cut and aligned to the confirmed shape. Core, adhesive, face layers, and any perimeter materials must be assembled consistently. The molding process must produce a flat, integrated structure that can be trimmed without revealing avoidable gaps, misalignment, or edge damage.
This is why a clean final sample is not enough evidence by itself. A good sample shows what is possible. A control plan shows how the result will be repeated.
The buyer should understand at least four upstream questions:
- Which construction and perimeter details are locked by the approved sample?
- Which molding variables are controlled for the production model?
- Which dimensions and appearance criteria are checked after trimming?
- Which defects trigger rework, rejection, or buyer review?
This does not require the buyer to manage the factory process. It requires the buyer and factory to agree on what “same as approved” actually means.
CNC Accuracy Becomes a Brand-Facing Detail
After molding, the paddle must be trimmed or CNC-cut to its final outline. That operation controls more than overall length and width.
It also influences:
- Left-to-right symmetry.
- Shoulder shape near the handle.
- Corner radius and top profile.
- Edge smoothness.
- Consistency between face outline and artwork.
- The visual relationship between the two sides of the paddle.
On a clean edgeless profile, these details are part of the design language. A slightly uneven shoulder, a rough transition, or inconsistent rounding may not change the product name, but it can weaken the premium impression the buyer selected the design to create.
That makes contour inspection a brand-protection step, not only a dimensional check.
A useful approved-sample record should define the critical dimensions, shape reference, symmetry expectation, and acceptable cosmetic standard. The goal is not to demand impossible perfection. The goal is to stop different people from using different definitions of acceptable.
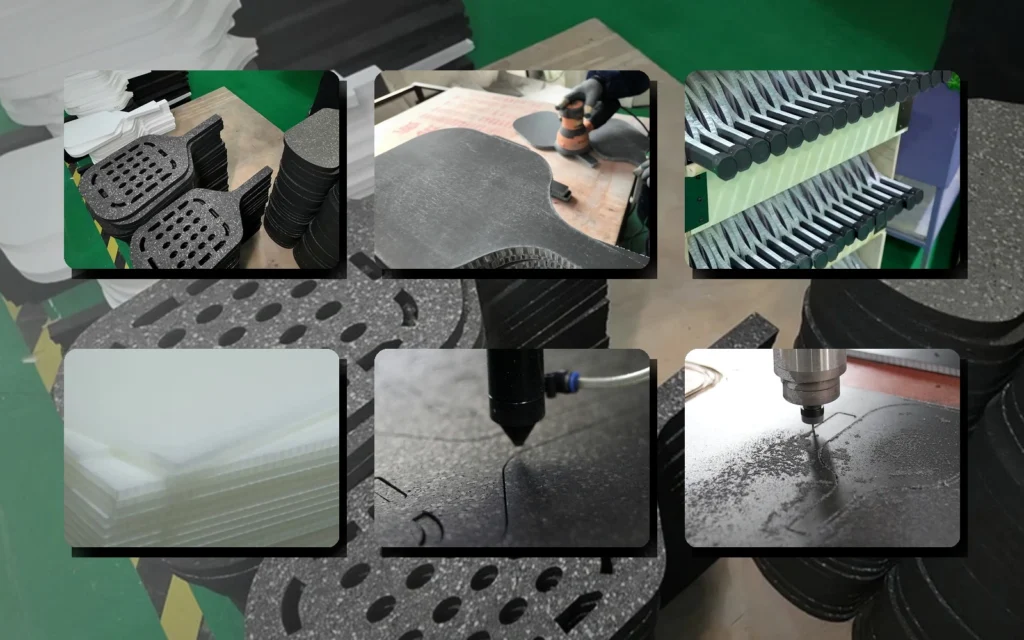
The Edge Finish Is Not Just Cosmetic
The perimeter finish affects first impression, but appearance is only one part of the inspection.
Two workshop-level risks deserve special attention on thermoformed edgeless designs.
First, perimeter voids or incomplete foam distribution can occur where a model uses a foam-injected or foam-filled perimeter. A section that looks acceptable from the face may still contain an inconsistent internal fill. Depending on the construction, warning signs can include a local soft area, visible depression, abnormal sound during comparison checks, or damage after controlled impact testing. This is a construction-specific risk, so buyers should confirm whether the selected model actually uses perimeter foam before adding foam-related inspection criteria.
Second, CNC chipping and sanding burn-through can occur during contour cutting and manual edge finishing. Over-aggressive trimming or sanding can chip the face-to-edge transition, abrade the outer carbon layer, expose laminate, or change the approved outline. Extra polishing is not always a harmless repair: removing more material may make the contour less consistent or turn a cosmetic defect into a structural concern. The acceptance standard should therefore distinguish removable residue from damage that requires rejection or scrap.
An edgeless QC review may need to check:
- Smoothness around the full contour.
- Chips, cracks, open seams, gaps, or exposed layers.
- Surface flatness and visible deformation.
- Sidewall coating coverage and color consistency.
- Clean transitions between the face and perimeter.
- Adhesive marks, contamination, or sanding residue.
- Artwork position and safe clearance from the trimmed edge.
- Consistency between the approved sample and production units.
Not every factory will use the same edge construction or finishing method. The exact test and acceptance limits should match the confirmed product structure. That is why a generic phrase such as “good edge quality” is too vague for a purchase specification.
A better brief identifies the condition to inspect and the evidence needed. For example: compare the complete perimeter under consistent lighting, verify the final outline against the approved shape, check surface flatness, and record representative units from the lot.
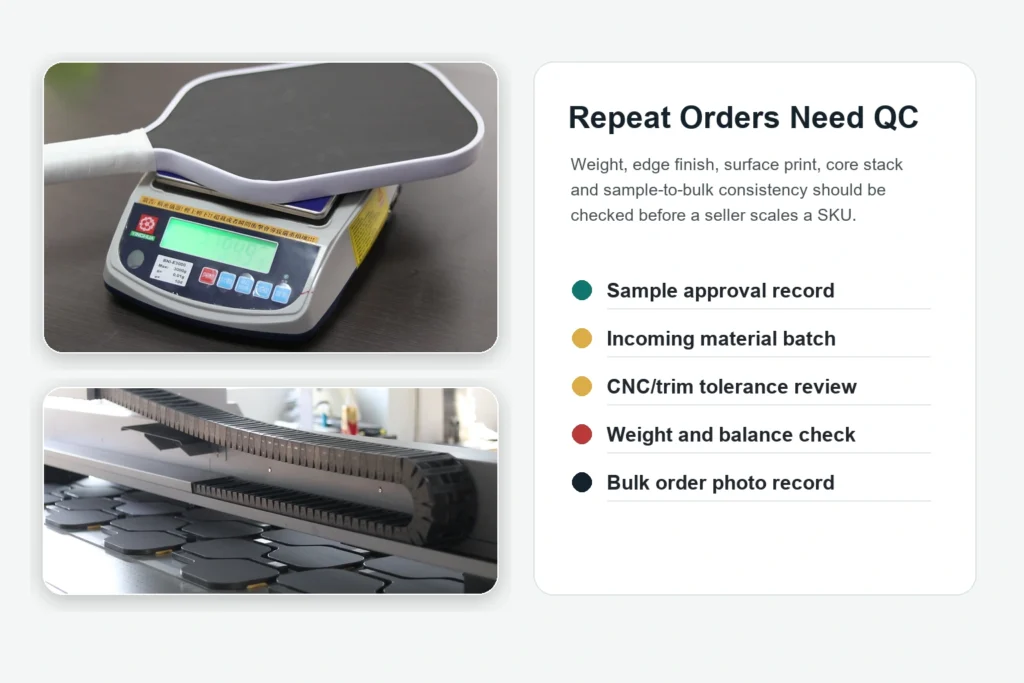
Weight, Thickness, and Flatness Still Matter
The visual edge can dominate attention, but the paddle still needs to remain a controlled product system.
Weight, thickness, dimensions, flatness, balance point, and swing weight should be reviewed as a connected system. A paddle can have an attractive perimeter and still fall outside the approved production window. It can also match the target static weight while carrying that mass in a different place, producing a noticeably different swing response.
For this reason, brands should avoid approving an edgeless model from one headline specification. A 16mm label does not describe the complete tolerance plan. A target weight does not establish balance or structural consistency. A carbon fiber face does not prove perimeter quality.
The buyer and factory should confirm:
- Target dimensions and allowed production tolerance.
- Target thickness and measurement method.
- Approved weight range and any sorting requirement.
- Target balance point, measurement fixture, reference direction, and allowed deviation when balance consistency is commercially important.
- Swing-weight test method and sorting band when the buyer sells the model on handling consistency.
- Flatness or visible-warp acceptance standard.
- Shape and handle alignment.
Static weight alone should not be used as a proxy for swing weight. Two paddles can weigh the same but distribute mass differently between the handle, throat, face, and perimeter. On an edgeless model, the better approach is to control mass distribution through the approved construction and process rather than rely on a hidden late-stage correction.
Numeric tolerances should be product-specific. Values such as a static-weight band or a balance-point deviation can be useful only after the factory and buyer confirm the measurement method, sample data, player sensitivity, cost impact, and achievable process capability. Publishing a universal +/-5 g or +/-3 mm requirement without that validation would create false precision.
These controls are especially important for reorders. The second production run should not depend on remembering how the first sample felt. It should depend on a retained specification, approved reference, and repeatable inspection method.
One Perfect Sample Is a Weak QC Plan
The local VortexPaddle buyer-education framework makes a useful distinction: one ideal sample is less important than manufacturing repeatability, weight control, QC, and bulk consistency.
That principle matters even more for edgeless designs because the buyer is likely to evaluate the product through appearance first. A beautiful sample can create confidence quickly. It can also distract from unanswered production questions.
Before bulk approval, compare more than one unit when possible. Review the paddles face-on, edge-on, and under side lighting. Place units together to compare outline, shoulder shape, surface transition, finish color, and artwork registration. Measure the agreed dimensions and weight. Check the packaging method using the same edge profile that will ship in production.
The purpose is not to search for microscopic variation. It is to identify whether the factory and buyer share the same standard before variation becomes a commercial problem.
A Practical Edgeless Paddle QC Control Plan

| Production Stage | What to Control | Why It Matters for Edgeless Design |
|---|---|---|
| Specification lock | Shape, thickness, weight range, balance target, face material, core, process, edge profile, finish, artwork, and packaging | Prevents the term “edgeless” from standing in for an incomplete product brief |
| Material preparation | Face-sheet cut, material direction, cleanliness, core condition, and order separation | Reduces misalignment, contamination, and avoidable perimeter defects |
| Layup and molding | Layer alignment, adhesive consistency, centering, and confirmed molding parameters | The finished perimeter depends on a stable integrated structure |
| Trimming / CNC | Overall dimensions, symmetry, shoulder alignment, radius, edge smoothness, carbon-layer condition, and handle centerline | The outline remains visible, while chipping or sanding burn-through may be non-reworkable |
| Perimeter finishing | Sidewall coverage, face-to-edge transition, foam-fill condition where applicable, chips, seams, residue, and color consistency | Cosmetic and structural signs are directly exposed |
| Final product inspection | Appearance, dimensions, thickness, static weight, balance point or swing weight when specified, flatness, grip, handle, artwork, and model identification | Confirms the paddle matches the approved product, not only the edgeless look |
| Program-specific testing | Agreed structural, edge-impact, drop, surface, or handling checks appropriate to the model | Test scope should follow the confirmed construction and buyer requirement |
| Packaging | Edge protection, movement inside the box, accessories, labels, carton packing, and transport requirement | A clean perimeter can be damaged after QC if packaging does not protect it |
| Lot records and retention | Inspection result, representative photos, retained sample, and approved change history | Supports root-cause review and more consistent repeat orders |
This table is a planning framework, not a universal inspection standard. The exact tolerances, sampling level, tests, and acceptance rules should be agreed for the product and order.
Packaging Is Part of Edgeless QC
Quality control does not end when a paddle passes inspection.
The perimeter can still be marked by contact with another product, movement inside an inner box, pressure from an accessory, or insufficient carton protection. If the packaging was developed around a guarded paddle, it may not protect an edgeless profile in the same way.
Brands should confirm:
- Whether the paddle can move inside the retail box or protective sleeve.
- Whether two paddles can contact each other in a set.
- Whether accessories press against the edge during shipping.
- Whether the inner and master carton arrangement protects the approved finish.
- Whether the packed configuration, not only the unpacked paddle, has been reviewed.
Packaging damage and manufacturing defects can look similar when the buyer opens the carton. A clear packaging test and photo record make the cause easier to identify.
What Buyers Should Approve at the Sample Stage
An effective sample approval should cover the complete edgeless product, not only play feel and artwork.

Use this buyer checklist:
- [ ] Final paddle shape and handle dimensions are confirmed.
- [ ] Face material, core, thickness, and construction are identified.
- [ ] The full perimeter profile is approved, including shoulder and top-edge shape.
- [ ] Acceptable sidewall finish, coating, and color are documented.
- [ ] Artwork position and edge clearance are approved.
- [ ] Target weight range and measurement method are confirmed.
- [ ] Balance-point and swing-weight methods and tolerance bands are confirmed if they are part of the product promise.
- [ ] Flatness, surface, and visible-defect expectations are agreed.
- [ ] A sample-stage edge-impact or drop-test protocol is defined where durability risk justifies it, including drop height, impact surface, paddle orientation, repetitions, sample count, conditioning, and pass/fail criteria for cracks, delamination, edge depression, or abnormal sound.
- [ ] Destructive-test units and the rule for extending the test into bulk-production monitoring are agreed.
- [ ] Retail and shipping packaging protect the perimeter.
- [ ] A retained or signed reference sample will be used for bulk comparison.
- [ ] Any compliance-support requirement is tied to the complete model specification.
- [ ] Change approval is required before materials, process, finish, or packaging are altered.
The checklist does not make production slower. It reduces the number of decisions that would otherwise be made after the order has started.
A one-meter multi-angle drop onto concrete may be a useful stress protocol for some programs, but it should not be presented as a universal industry standard. The severity must match the intended use, construction, warranty position, and factory validation data. An uncontrolled demonstration drop is marketing theater; a documented protocol with defined orientations, repetitions, sample count, and failure criteria is QC evidence.
The VortexPaddle Point of View
Edgeless design is valuable when it has a clear product role.
It can give a private-label line a clean visual signature. It can support a premium carbon fiber direction. It can help a brand separate one model from guarded paddles elsewhere in the range. It may also be the wrong choice when edge protection, rough-use environments, or a different price-and-warranty strategy matter more than the visual profile.
The decision should come from the buyer, channel, use case, construction, and service expectation together.
VortexPaddle’s position is simple:
An edgeless paddle should be approved as a controlled perimeter system, not selected as a cosmetic checkbox.
That means connecting the design to thermoformed paddle manufacturing, the broader pickleball paddle manufacturing process, and an order-specific quality control plan. For private-label programs, it also means locking the edge and packaging standard inside the custom paddle development brief before bulk production.
The cleaner the paddle looks, the less tolerance there is for an unclear standard.
Request Edgeless Paddle Samples and a QC Plan
Before requesting a quote, define the target buyer, sales channel, paddle role, face material, core, thickness, shape, handle, weight range, edge profile, artwork method, packaging, test needs, and reorder expectation.
VortexPaddle can use that brief to prepare relevant edgeless sample directions and discuss the checkpoints that need to move from sample approval into bulk production.
Explore Edgeless Pickleball Paddles
FAQ
Are edgeless pickleball paddles less durable than paddles with edge guards?
Not automatically. Durability depends on the complete construction, perimeter design, materials, process, use conditions, and QC standard. The important sourcing difference is that an edgeless paddle does not use a separate traditional edge guard, so perimeter integrity, finish, and packaging should be explicitly reviewed.
Why do edgeless paddles need tighter cosmetic inspection?
The face-to-edge transition and finished perimeter remain directly visible. Differences in contour, coating, symmetry, artwork clearance, residue, chips, or exposed layers can therefore affect the clean appearance that defines the product.
What should be checked after CNC trimming?
Typical checks include overall dimensions, left-to-right symmetry, shoulder and top profile, handle centerline, edge smoothness, surface-to-edge transition, and consistency with the approved shape. Exact tolerances should be confirmed for the model.
Is one approved edgeless paddle sample enough for bulk production?
It is an essential reference, but not a complete control plan. The factory and buyer should also agree on dimensions, weight range, perimeter standard, finish, artwork, packaging, test scope, inspection method, and change approval.
Does edgeless construction guarantee better performance?
No. Edgeless describes an edge-design direction, not a guaranteed level of power, control, spin, durability, or approval. Performance and market fit depend on the complete paddle specification and intended buyer.
What should an OEM buyer include in an edgeless paddle inquiry?
Include the target customer, sales channel, SKU role, shape, face material, core, thickness, construction, handle, weight range, edge finish, artwork, packaging, compliance needs, QC expectations, and reorder plan.
Why can an edgeless paddle defect create more scrap?
Some edge-guard fit or bonding problems may be repairable before final acceptance. By contrast, CNC chipping, exposed laminate, delamination, or sanding burn-through on an integrated edgeless body may not be repairable without changing the contour or removing more material. The unit may therefore need to be downgraded or scrapped, which can reduce yield and affect delivery planning.
Should buyers specify a one-meter concrete drop test?
Only when that severity has been agreed and validated for the product program. A useful drop-test specification defines height, impact surface, paddle orientation, repetitions, sample count, conditioning, and pass/fail criteria. The protocol should reflect the intended use and warranty position rather than treating one meter or concrete as a universal standard.

